Оборудование
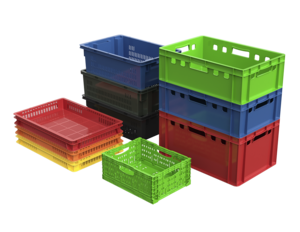
Парк основного производственного оборудования представлен термопластавтоматами ведущих мировых производителей Husky, Krauss Maffei и Engel с усилием смыкания от 320 до 5500 тонн. На данном оборудовании производятся литьевые изделия (пластиковые паллеты, складские лотки Logic Store и др.).
Производственные мощности также включают линии по производству листа из сотового полипропилена (профильная экструзия) и экструзионные линии, работающие по технологиям BubbleGuard® и Diamond®. Бесперебойная работа обеспечивается благодаря периферийному оборудованию фирм Piovan, Kuka, Jansen&Dieperlink, Motan и др.
Сырье
Для производства мы используем высококачественное отечественное и импортное сырье(полипропилен, полиэтилен и их минералонаполненные композиции) от таких производителей, как Нижнекамскнефтехим, Sabic, Ineos, Borealis, Liondellbasell.
Контроль качества
Контроль сырья и готовой продукции осуществляет заводская лаборатория.
Мы делаем все для того, чтобы продукция компании соответствовала мировым стандартам!
Технологии
Компания обладает самыми современными технологиями литья и переработки пластмасс:
Помимо этого имеются возможности дополнительной обработки готовой продукции: завальцовка, сварка, вырубка и нанесение печатных изображений на изделия.
ЛИТЬЕ ПОД ДАВЛЕНИЕМ
Последние десятилетия стали периодом бурного развития технологии литья пластмасс под давлением. Преимущества данной технологии:
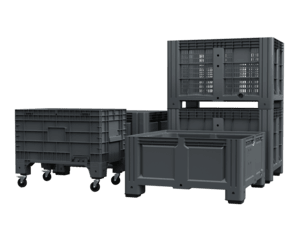
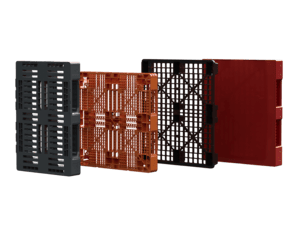
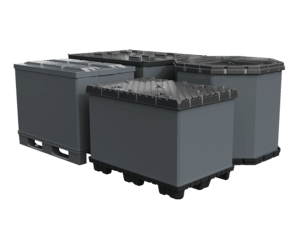
К литьевым изделиям относятся пластиковые паллеты, контейнеры KLT, складские лотки, некоторые специализированные продукты.
Литье под давлением — метод переработки полимерных материалов формованием под давлением, применяемый преимущественно для изготовления изделий из термопластов.
Литье под давлением осуществляют под давлением 80-140 МПа на литьевых машинах поршневого или винтового типа, имеющих высокую степень механизации и автоматизации.
В процессе литья под давлением термопластавтомат осуществляет последовательное выполнение следующих операций:
Литье под давлением позволяет изготавливать детали массой от нескольких граммов до нескольких десятков килограммов.
ЭКСТРУЗИЯ
Плоскощелевая и профильная экструзия позволяют выпускать листы сотового полипропиленатолщиной от 2-2,5 мм до 12 мм и шириной полотна до 2000 мм.
Плоские листы производят подачей расплава из плоскощелевой головки на поверхность охлаждающего каландра. Калибровка геометрических параметров (в первую очередь, толщины) готового листа производится как путем юстировки зазора головки, так и благодаря настройке скоростей вращения каландровых и приемных валов.
Сотовый полимерный лист производится на экструзионных линиях, оснащенных профильными головками. После выхода экструдата из головки он попадает в калибрующее устройство вакуум-формовочных плит, где наряду с интенсивным охлаждением полотна происходит окончательное формирование внутренней структуры профиля.
Для снятия внутренних напряжений, возникающих в структуре листа, используются так называемые печи отжига. Сразу после них лист охлаждается интенсивным воздушным потоком, после чего производится обрезка боковых кромок полотна, и в завершении – торцевая обрезка листа гильотинным ножом.
Экструзионные линии, работающие по технологиям BubbleGuard® и Diamond®, оснащены дополнительными вакуум-формовочными валами. Экструзия производится через три/четыре плоскощелевые головки, после чего центральные листы подвергаются вакуумному формованию. В результате образуется средний профильный слой, который затем сваривается с наружными слоями. Готовый полимерный лист имеет ячеистую структуру, которая значительно усиливает физико-механические свойства листа и обеспечивает при плотности меньшей, чем у сотового листа, высокие жесткость и прочность.
Основные стадии процесса пневмо-вакуумформования
Преимуществом пневмо-вакуумформования, по сравнению с другими методами переработки пластмасс, является возможность использования как недорогостоящего оборудования и очень дешевой технологической оснастки при получении малых серий или единичных изделий, так и полностью автоматизированных и роботизированных технологических линий при крупносерийном производстве.
При выборе метода переработки необходимо учитывать, что листы и пленка всегда дороже гранулированного сырья. Кроме того, методом литья под давлением удается производить изделия с более сложной конфигурацией, чем методом пневмо-вакуумформования.
Новости
 22.04.2024 15:07:35
22.04.2024 15:07:35
Ай-Пласт демонстрирует инновационные решения в области пластиковой упаковки на Иннопром 2024
Ай-Пласт, ведущий российский производитель полимерных упаковочных решений, представит свои новейшие разработки на предстоящей международной промышленной выставке «ИННОПРОМ. Центральная Азия» в Ташкенте, Узбекистан, с 22 по 24 апреля.
Подробнее »05.04.2024 11:46:24
Новинка! Контейнер 600х400х300 мм
Экономия до 70% пространства при порожнем хранении и транспортировке
Подробнее »To request a price, send an email to info@iplast.com
SendA new letter will open in the mail program
Для запроса цены отправьте email на адрес info@iplast.com
Отправить письмоОткроется новое письмо в почтовой программе




 Eng
Eng